

作者:凯文-鸽子
了解和控制装配工艺窗口不仅仅是管理焊膏。而是要掌握整个 SMT 组装过程中的所有工艺变量,以获得最佳结果。
装配工艺窗口定义了参数范围,在此范围内 焊锡膏 将达到最佳性能标准。如果超出这个范围,就会导致缺陷、返工和不一致,影响电子制造过程的效率和产量。
这些参数可能包括以下方面的可接受范围:
请注意,工艺窗口指数(PWI)是由焊膏助焊剂和合金决定的一种统计测量方法,它本身并不足以定义装配工艺窗口。还必须考虑上述所有因素。
定义装配工艺窗口的参数并不是孤立的。相反,它们以复杂的方式相互影响,每个参数影响其他参数,同时也被其他参数所影响。了解和管理这种相互作用不仅是为了保持平衡,更是为了协调整个焊接过程。
回流焊温度必须足够高,以激活助焊剂并形成可靠的焊点,但又不能太高,以免损坏易损元件或 PCB 基板。热曲线还受到各种因素的影响,包括烤箱类型、传送带速度和组装件的热质量。
印刷电路板的设计,包括焊盘、接地层、迹线和所需夹具的布局,决定了热量的分布方式。具有不同热特性的材料在相同的热曲线下会有不同的表现。可能需要调整回流曲线和修改钢网,以取得适当的平衡。
钢网决定焊料沉积的形状和体积。开孔的距离和深度会影响桥接或其他缺陷发生的可能性。钢网是否有涂层也会影响焊膏粘附在钢网上的可能性,而不是印刷后是否能干净地释放。这些因素以及锡膏特性将决定可接受的印刷设置范围。
焊膏是一种经过精心设计的混合物,由焊粉和专门的助焊剂介质组成。焊粉的大小、形状和金属合金成分决定了它的熔化性能,而助焊剂介质的化学成分则决定了它的活性水平和受热性能。我们将在下一节对此进行更深入的探讨。
焊料合金决定了焊点的机械强度和电气性能。较小的粉末尺寸通常会带来更好的印刷性,使更细间距的应用成为可能,但也可能增加氧化、架桥和空洞的风险。
助焊剂介质的作用是去除金属表面的氧化物,保护焊接区域不被进一步氧化,并加强润湿过程。助焊剂介质的成分会影响特定类型焊膏的活性水平、粘度、坍落度特性和残留物特性。制造商必须考虑
但这仅仅是全部考虑因素中的一小部分。还可能有几十种额外的考虑因素,包括客户的特定标准,所有这些都需要恰到好处的平衡。
图 1 中的雷达图说明了如何通过这些因素对两种不同的流量类型进行比较,从而为特定应用确定某些功能的优先级。
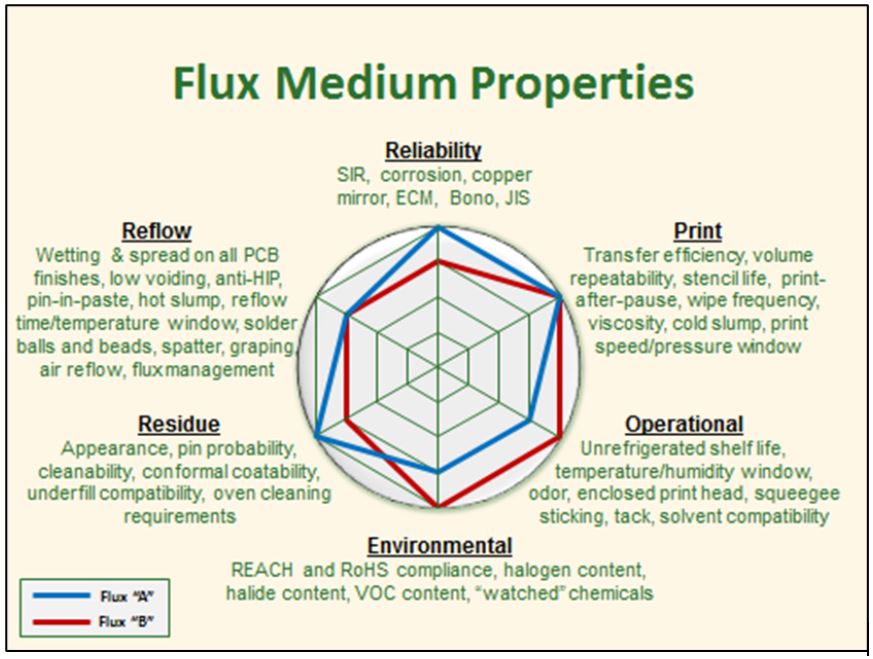
图 1.通量介质特性雷达图
基板、元件、锡膏、钢网等的选择决定了特定装配工艺窗口的宽窄。虽然选择尽可能宽的窗口以考虑各种变化通常是个好主意,但这也必须与应用的限制相平衡。以下是实现这一关键平衡的步骤:
掌握装配工艺窗口有助于优化焊膏应用。通过了解焊膏特性与更广泛的装配环境之间的相互作用,专业人员可以提高灵活性、减少缺陷并保持高标准的效率和可靠性。
最初发表于 电路大会,2024 年 6 月 27 日.
AIM Solder 遵守 GDPR 数据保护准则。阅读我们的 隐私政策 以了解我们如何根据 GDPR 收集、存储和处理您的私人信息。






